| 当前位置: | 首页 | >>专业建设 |
聚焦毫厘的钢轨焊接工匠 ---我校焊接专业优秀毕业生宋立波
文章来源:机电工程系 发布者:朱晓梅 发布时间:2017-05-05 阅读:次
焊接长钢轨已达2.5万公里,从未因焊接质量问题发生过断头,这个纪录是沈阳工务机械段沈南焊轨基地宋立波创造的,而且这一纪录还在不断向前延伸。全路“火车头奖章”获得者,沈阳铁路局优秀共产党员、先进生产者……一项项荣誉令他的研究生、本科生徒弟们羡慕不已。
宋立波1994年从我校毕业入路,直到2003年才第一次接触到钢轨焊接技术。2008年,沈阳铁路局开始筹建沈南焊轨基地,老宋被抽调到前期工作组,为了更快地进入角色,老宋吃住在工地,一连两三个月不回家是常有的事。
厂房建好了,设备也进来了,可看着连操作按钮都是“洋文”的法国设备,大家一筹莫展。白天,老宋寸步不离地围着外籍技术专家转,端茶倒水,递扳手拧螺丝,为的就是能偷偷地看他们怎么安装、如何进行调试,等他们走后再到设备前,拿着设备说明书,对照着英汉词典反复琢磨,经常忙到深夜。就是凭着这股韧劲,宋立波成了最早能操作洋焊接设备的工人,外籍技术专家临走时为老宋竖起大拇指,用不太流利的中国话说:“宋,好样的。”
为了尽早让其他职工掌握操作技术,宋立波从简单的焊机操作入手,逐步建立起日、周、月保养和设备点检制度,完成了第一本图文并茂的焊接作业指导书,2009年试生产当年,就在全路焊轨基地检查评比中取得了第三名的好成绩,并于2012年一举拔得头筹。
钢轨焊接质量是确保高速列车安全平稳运行的前提,而焊机的焊接工艺参数设置是最为关键的技术。东北地区昼夜温差大,车间内作业温度也难以保持恒定,为了确保焊轨质量,通常采用冬季、夏季两套焊轨工艺参数进行焊接,但是两套参数的转换程序非常复杂,必须要进行大量的前期准备工作和反复多次的质量检验,严重制约了焊接生产进度。
为了攻克这一难题,以宋立波为首的攻关小组,对生产过程中的关键环节进行分析,记录每个季节变换、每个时间节点、每点温度变化,对焊头外观质量的影响数据,反复调整焊接工艺参数,无数次进行落锤试验和探伤检验,经常是生产车间、试验场“两点一线”的奔波,那段时间,落锤试验用过的钢轨堆码得就像一座小山。经过近1年时间无数次地论证、试验、调整、再检验,2014年终于研制出了一套适用一年四季的“恒定”参数,焊接质量和生产进度得以大幅度提升,当年宋立波撰写的《长钢轨厂焊生产中对焊接质量的过程控制》论文在《铁道工务》上发表,并被评为优秀论文。
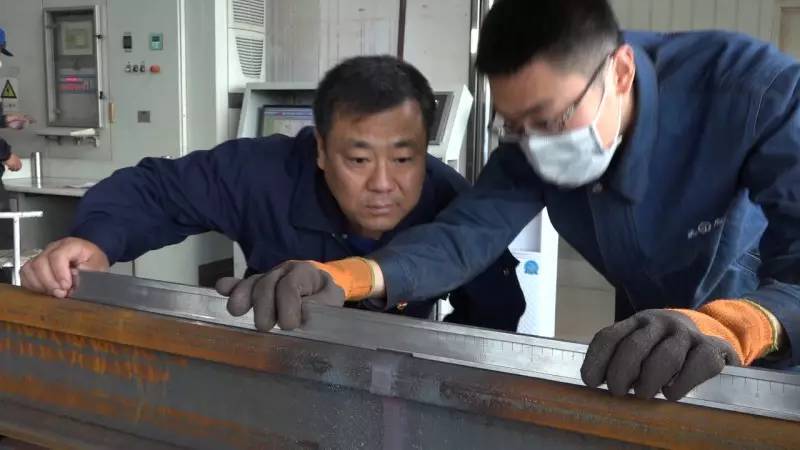
沈阳南焊轨基地焊接的长钢轨大多铺设在高寒地区高铁,100米长的钢轨达到6吨,体积硕大、工序繁杂的轨条焊接,你很难想象其精度误差只允许有几根头发丝那样的大小,几乎用肉眼难以辨别,必须使用电子平直仪进行精度检验。因此,二十几道焊接工序,在焊接中必须做到严谨细心、精雕细琢。焊轨工区的工作半径大,4个工作间,1个时效台,直线距离就有1公里多,老宋每天在工作区域都要往返十几趟,每一个焊头他都要亲自过目。他带领团队先后攻克了焊头“灰斑”控制的核心技术、优化了精调直机的控制系统、完成了质检工位的改造升级,钢轨焊接质量又上了一个台阶。在2016年度全路焊轨基地检查评比中再次夺魁。焊轨工区也先后获得总公司“先进班组”、辽宁省“优秀班组”称号。
在沈阳工务机械段提起宋立波,那可是名声赫赫,可是在家里,老宋从来就没有硬气过。妻子说,老宋就是铁路的“大禹”,单位离家也就十多公里远,可一两个月也见不到他几回。女儿起床的第一句话,总会习惯性问妈妈:“我爸是不是又没回来?”宋立波总是说,等我啥时候不忙时,一定陪媳妇逛次街,给女儿开次家长会,等着等着,妻子脸上已经有了皱纹,女儿也上了初中。
“聚焦毫厘,定格万里”是老宋和工友们的追求。基地建成投产以来,经老宋焊接的长钢轨已达2.5万公里,光焊头就有4.8万多个,钢轨铺设在京沪、武广、郑西、哈大、京沈等高速铁路,从未因焊接质量发生过断头。2017年,沈南焊轨基地承接了近3000公里的焊轨任务,老宋的团队更忙了,他们要用责任铸就成功的品牌,助力中国高铁“飞”得更高,“飞”得更远。